1. はじめに
「使い捨ての紙おむつは、いったいどうやって貼り合わされているのだろう?」
そう考えたことがある人は、意外と少ないかもしれません。糊で貼っているようにも見えるし、熱でくっつけているようにも見える。しかし現代の衛生用品工場で主役を務めているのは、接着剤も熱プレートも使わず、目に見えない超音波の振動で不織布同士を溶かし接ぐ「超音波溶着(ultrasonic welding/ultrasonic bonding)」という技術です。
1分間に200個。1個あたり0.3秒しか猶予がない世界で、機械はミリ秒単位でホーンを振るわせ、シート状の不織布に次々と継ぎ目を刻んでいきます。ところが業界には長年、頭を悩ませてきた壁がありました。同じ設定で走らせているのに、先に打つボンドは弱く、後に打つボンドは強すぎるのです。オペレーターが加圧を上げて調整すれば強度は揃うものの、今度は装置が疲弊して寿命が縮む。そんな「速さと品質のトレードオフ」が、高速化の限界を静かに規定してきました。
この壁を、ミリ秒より速いリアルタイム制御で乗り越えようという動きが加速しています。本記事では、超音波溶着の基本のしくみを整理したうえで、Google Patentsに公開されている代表的な特許3件を軸に、「振幅を時間軸で切る」「波形を読んで良し悪しを見抜く」「素材そのものを設計する」という3つの潮流をご紹介していきます。
2. 超音波溶着とは何か
2-1. 目に見えない振動で、素材の内側だけを溶かす
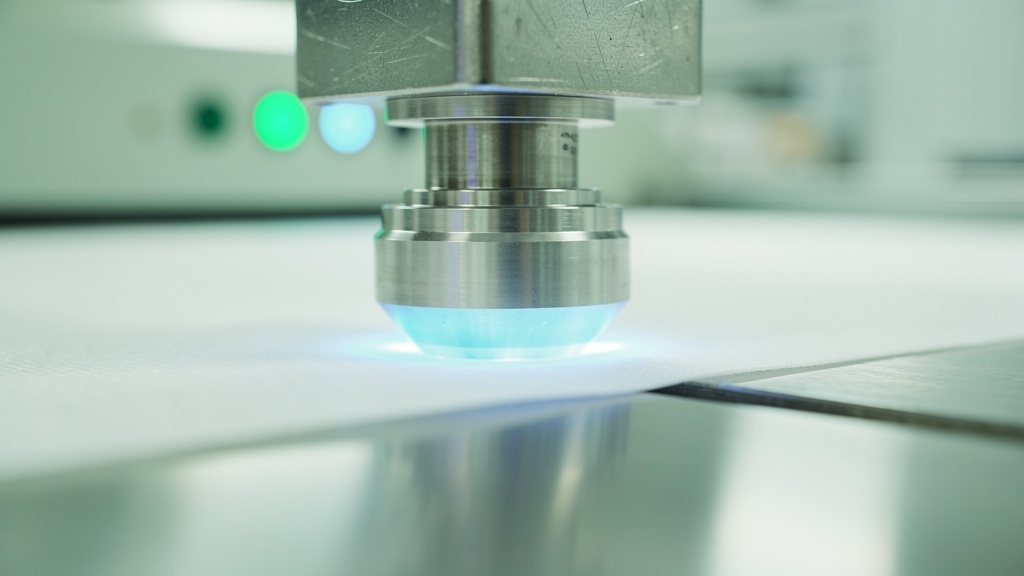
超音波溶着は、20kHz〜40kHzという可聴域を超えた高周波振動を、ソノトロード(ホーン)と呼ばれる金属工具から材料に伝え、接触面の分子摩擦で局所的に発熱・溶融させて一体化する技術です。振幅はわずか10〜300マイクロメートル程度と極めて小さいのですが、毎秒2〜4万回の高速往復が、素材の界面にピンポイントで熱を集中させます。プラスチックから金属、紙おむつのような不織布まで応用できる懐の深さが、この技術の魅力です。
外から熱を与えるわけではないので、素材そのものの必要な部分だけが溶けるという性質が生まれます。接着剤や熱プレスに比べて、通気性・柔らかさ・清潔さの面で圧倒的に有利で、肌に直接触れる衛生用品では、この特性が決定的な差になります。
(https://www.herrmannultrasonics.com/en-us/welding-using-ultrasonics/joining-nonwovens-using-ultrasonics)
2-2. 「時間」「エネルギー」「距離」――3つの止めどき
超音波溶着には、伝統的に3つの終端制御モードがあります。時間モードは「◯ミリ秒振動させたら止める」、エネルギーモードは「累積投入エネルギーが規定値に達したら止める」、変位モードは「ホーンが規定距離だけ沈み込んだら止める」というものです。
同じ製品でも、素材のロット差や環境温度が変われば最適モードは変わります。近年はこれらを組み合わせるハイブリッド制御が主流になりつつあり、後述する「サイクルの中で振幅そのものを動的に変える」という発想が、この土台の上に加わってきました。
2-3. なぜ高速化で「前弱・後強」が起きるのか
問題は制御ループの速さです。多くの現場ではPLC(プログラマブル・ロジック・コントローラー)が数ミリ秒〜20ミリ秒のサンプリング周期で装置を監視しています。
ところが不織布のクロスシールは、製品Xの左端と、次の製品X+1の右端が「対」として、極めて短い間隔で連続して打たれるという特徴があります。1分間200個を超えると、この2つのボンドの間隔がPLCのサンプリング周期に近づき、システムは2つの独立した溶着イベントを「1つの塊」として見誤ってしまうのです。先行ボンドは短時間で通過してしまうため十分な振幅が乗らず、後続ボンドはその補正で過剰に強くなる。冒頭で述べた「前弱・後強」現象の正体は、このサンプリング律速のアグリゲーション問題にあります。
品質工学の言葉でいえば、本来ならシックスシグマ品質を目指せるはずの工程が、この壁のために3〜4シグマにとどまってしまう、と言われるゆえんです。
3. 特許から見る技術革新
3-1. 特許①:振幅プロファイリング――「一発の溶着」を時間軸で切り分ける
サイクルの中で振幅そのものを動的に変えるという発想を、明確に体系化したのがUS2010/0176184A1「Ultrasonic welding using amplitude profiling」(Branson Ultrasonics系)です。
従来は「サイクル中は一定振幅」が常識でしたが、この特許は、溶着の初期には高い振幅(55μm超)で界面を急速に加熱し、途中で意図的に振幅を落として分子拡散を促し、最後は冷却段階へという時間軸プロファイリングを提案しました。要するに、料理でいう「強火で焼き色をつけ、弱火で中まで火を通し、余熱で仕上げる」ような発想を、ミリ秒スケールで機械にやらせるわけです。
このアイデアが重要なのは、「サイクルを一つの塊として扱わず、複数のセグメントに分割する」という発想自体を業界に根づかせた点にあります。あとに続くリアルタイム制御特許の多くは、この「時間軸を切る」考え方の上に立っています。
3-2. 特許②:オンライン品質モニタリング――溶着しながら良品/不良品を見抜く
次に紹介したいのがUS8,702,882B2「Method and system for online quality monitoring and control of a vibration welding process」(GM Global Technology Operations LLC)です。
この特許は、ソノトロードや被溶着材から得られる電力、変位、振動の生波形を溶着中にリアルタイムで解析し、あらかじめ学習しておいた「良品プロファイル」と照合することで、その場で溶着品質を判定するしくみを請求しています。
破壊検査で工程後に品質を確認するのではなく、溶着している最中に良否を判定し、次のサイクルの制御にフィードバックできるという点で、ここから「クローズドループ制御」の実現可能性が一気に現実味を帯びました。EV用バッテリーのバスバー接合のように、失敗が許されない高付加価値領域から、この考え方は急速に広がっています。
3-3. 特許③:素材側から設計する――「そもそも溶着しやすい不織布」を作る
3つ目はUS11,118,313B2「Ultrasonic welding of wet laid nonwoven compositions」(Kimberly-Clark Worldwide, Inc.)です。少し違う角度から高速溶着の課題に切り込みます。
この特許が扱うのは、セルロース繊維を含む湿式抄造不織布に、超音波で溶着可能な熱可塑性成分を組み込んだ組成物です。制御アルゴリズムをどれだけ精密にしても、素材のばらつきが大きければ結果は揃いません。そこで発想を逆転させ、「制御が働きやすい素材そのものを設計する」というアプローチを取ったわけです。
この特許のメッセージは明快で、制御工学と素材工学は表裏一体であるということ。ハードウェア(機械)、ソフトウェア(アルゴリズム)、そしてマテリアル(素材)の三位一体で品質を追求する――現代のものづくりの縮図がここにあります。
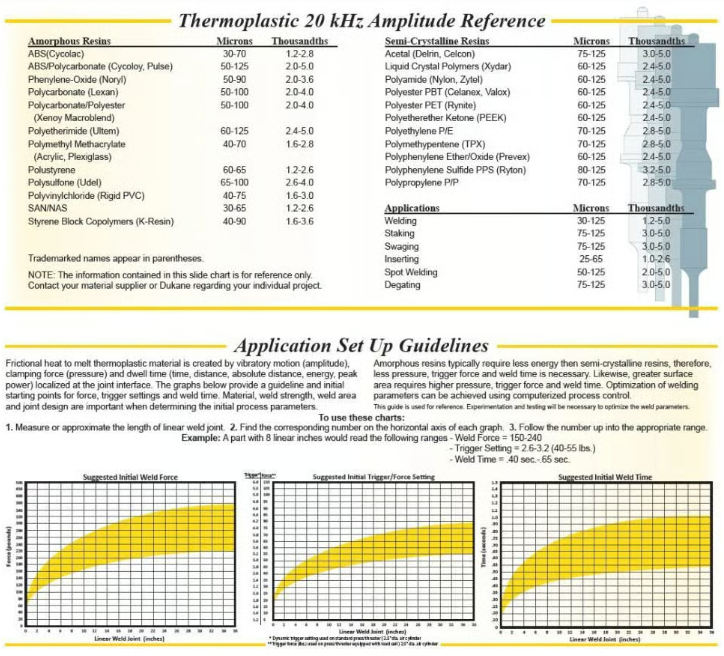
(https://www.dukane.com/resources/blog/item/what-amplitude-is-needed-to-weld-my-plastic-components)
3件を並べて眺めると、超音波溶着の進化は「時間軸を切る(特許①)」「切った各区間を測る(特許②)」「そもそも測りやすい素材にする(特許③)」という三層構造で進んでいることが見えてきます。
4. 応用分野・実用化
4-1. 使い捨て衛生用品:「糊のないおむつ」の裏側
超音波溶着がもっとも広く使われているのが、紙おむつ・生理用ナプキン・大人用インコンチネンス製品などの分野です。伝統的にはホットメルト接着剤で貼っていたウエスト部・レッグ部・サイドシームを、超音波でボンディングすることで、糊が要らず、肌ざわりが柔らかく、通気性も損なわれない。そんな製品が量産できます。国際的な設備メーカーであるHerrmann Ultrasonicsは、非接触・非摩耗の高速溶着技術を掲げ、衛生用品の連続生産ラインに特化したソリューションを展開しています。
Dukaneも同様に、不織布のあいだに伸縮ストランド(ゴム糸)を挟み込んで一括で溶着する「Full Panel Elastic」方式を実用化しており、糊なしでフィット性の高いおむつを高速生産する現場が広がっています。
4-2. 自動車:EV電池と配線ハーネスの縁の下
自動車業界では、金属向けの超音波溶着が電動化の「縁の下の力持ち」になっています。リチウムイオン電池のセル間バスバー接続、ワイヤーハーネス端子の圧着、太陽電池のリボン接続などが典型的な用途です。
金属超音波溶着は、抵抗溶接やレーザー溶接に比べて熱影響が小さく、アルミと銅のような異種金属接合にも強いという特徴があります。これらの領域では品質のばらつきが即、電池の内部抵抗ばらつきや発熱リスクに直結するため、特許②のようなオンライン品質モニタリング技術が実装されつつあります。
4-3. 医療・食品包装・熱可塑性複合材料
医療用ガウンやマスクなどの防護材料、食品包装のシール、電子機器の筐体、フィルターカートリッジ、そして航空機の軽量化を支える繊維強化熱可塑性複合材料(CFRTP)まで、応用領域は驚くほど広がっています。特に医療分野では、糊による化学的汚染リスクを避けたい場面で強みを発揮します。
5. 課題と展望
5-1. 現在の課題:サンプリング速度という「見えない天井」
冒頭で述べたとおり、既存のPLC系制御ではサンプリング周期が数〜20ミリ秒しかありません。1分間200個超のラインでは、対になる2つのクロスボンドを個別イベントとして分離できず、「1つのならされた信号」として扱ってしまいます。オペレーターが加圧側でこれを補正すれば、装置寿命が縮み、メンテナンス間隔も短くなる。制御系のサンプリング速度が、そのままラインの限界速度と品質の天井を決めてしまうわけです。
5-2. 研究の最前線:AI×リアルタイム波形解析
近年の学術研究では、溶着中の生波形(振幅、電力、周波数追従信号など)に機械学習を組み合わせ、接合強度をリアルタイムで予測するアプローチが急速に進んでいます。ドイツ航空宇宙センター(DLR)は連続超音波溶着における「パワー制御」と「振幅制御」の比較実験を進め、単純な一定制御よりも動的制御のほうが品質のばらつきを抑えられることを示しました。
超音波金属溶着の品質モニタリングを機械学習で高精度化する研究も次々に発表されており、波形の中に潜む微細な予兆を読み解くという新しい制御パラダイムが立ち上がりつつあります。
5-3. 未来の展望:セグメント別クローズドループ、そしてデジタルツインへ
溶着サイクルを複数の振幅セグメントに分割し、各セグメントごとに独立したクローズドループアルゴリズムを並列で走らせ、次サイクルの対応セグメントへリアルタイムで補正値を流し込む。この発想が、「対になる2つのボンドをようやく分離して個別制御できる」という高速ライン特有の課題を、根本から解く鍵になります。
その先に見えているのは、装置内部にデジタルツインを組み込み、溶着1サイクルごとに仮想モデルが更新され、次のサイクルの最適振幅プロファイルが自動的に再計算される、というシナリオです。「機械が自分で自分をチューニングする」時代は、超音波の世界でもすぐそこまで来ています。
あわせて読みたい
超音波溶着の話は、「製造ラインを止めずに、その場で品質を整える」という広い技術潮流の一部でもあります。ガラス製造の世界でも、ライン全体をカメラで”見て”、リアルタイムに条件を調整するという似た動きが進んでいます。

また、本記事の特許③でも触れたように、制御だけでなく「素材そのものを設計しなおす」という発想も、次世代ものづくりの重要なテーマです。
6. 結論
超音波溶着は、20kHzを超える不可視の振動を、材料の一点にミリ秒単位で集中させる、きわめて繊細な技術です。糊も熱源もいらず、素材だけを最小限に溶かして接合できるという性質は、紙おむつから電気自動車の電池、航空機の軽量部材まで、現代のものづくりに欠かせない要素になっています。
しかし、生産スピードが上がるほどに、従来のPLC制御は「対になるボンド」を分離できず、先弱・後強という構造的な壁にぶつかってきました。今回取り上げた3件の特許は、振幅を時間軸で切り(US2010/0176184)、その各区分を測って良し悪しを判定し(US8,702,882)、素材側から溶着適性そのものを設計する(US11,118,313)という、それぞれ異なる角度からこの壁に挑んでいます。
そしていま、これらの蓄積の上に、「振幅信号をセグメントに分割し、各セグメントごとに独立したクローズドループ制御を並列に走らせる」という次世代アーキテクチャが立ち上がろうとしています。特許の一行一行は難解に見えますが、丁寧にほどいていくと、そこには高速ラインを支える「ミリ秒の職人技」が確かに息づいています。技術の未来は、いつもこうした静かな数式と回路の中から立ち上がってくる。そう感じさせる領域です。
関連アイテム
本記事で扱った超音波溶着は、「超音波」の工業的な一つの応用に過ぎません。洗浄、探傷、医療用画像診断、距離測定など、私たちの身の回りには超音波を活用した技術がまだまだたくさんあります。もう一歩踏み込んで超音波そのものの世界を知りたい方には、以下の一冊がおすすめです。
『トコトンやさしい超音波の本』(谷腰欣司 著/日刊工業新聞社/B&Tブックス 今日からモノ知りシリーズ)
参考文献
テーマに近い関連する特許文献
- US2010/0176184A1「Ultrasonic welding using amplitude profiling」Google Patents. https://patents.google.com/patent/US20100176184A1/en
- US8,702,882B2「Method and system for online quality monitoring and control of a vibration welding process」Google Patents. https://patents.google.com/patent/US8702882B2/en
- US11,118,313B2「Ultrasonic welding of wet laid nonwoven compositions」Google Patents. https://patents.google.com/patent/US11118313B2/en
- US6,519,500B1「Ultrasonic object consolidation」Google Patents. https://patents.google.com/patent/US6519500B1/en
- US2013/0269439A1「Ultrasonic in-process monitoring and feedback of resistance spot weld quality」Google Patents. https://patents.google.com/patent/US20130269439A1/en
記事を作成するにあたり参考にした文献
- Ultrasonic Welding Technology: A Review, IJRES, Vol.11 Issue 10 (2023). https://www.ijres.org/papers/Volume-11/Issue-10/1110200204.pdf
- Amplitude and Force Profiling: Studies in Ultrasonic Welding of Thermoplastics, Sonic Innoventor (2016). https://sonic-innoventor.com/wp-content/uploads/2016/05/Studies-in-Ultrasonic-welding-og-thermoplastic.pdf
- Advances in Ultrasonic Welding of Thermoplastic Composites, PMC / NCBI (2020). https://pmc.ncbi.nlm.nih.gov/articles/PMC7142629/
- Investigation of power and amplitude control in continuous ultrasonic welding of unidirectional CFRPs, DLR (2025). https://elib.dlr.de/220058/1/2025_Janek_Investigation of power and amplitude control in continuous ultrasonic welding of unidirection CFRPs_A comparative study.pdf
- Development of a process monitoring method for ultrasonic metal welding, Welding in the World, Springer (2026). https://link.springer.com/article/10.1007/s40194-026-02346-w
- Manufacturing of Hygiene Products With Ultrasonics, Herrmann Ultrasonics. https://www.herrmannultrasonics.com/en-us/applications/hygiene
- Full Panel Elastic Ultrasonic Bonding for Nonwoven Products, Dukane. https://www.dukane.com/markets-we-serve/non-woven-hygiene/full-panel-elastic-with-ultrasonic-bonding
- Joining nonwovens using ultrasonics, Herrmann Ultrasonics. https://www.herrmannultrasonics.com/en-us/welding-using-ultrasonics/joining-nonwovens-using-ultrasonics
- Emerson Launches Polaris Platform for Advanced Ultrasonic Welding, PlasticsToday. https://www.plasticstoday.com/packaging/emerson-launches-polaris-platform-for-advanced-ultrasonic-welding
コメント